
इंग्रजी

कागदाच्या नळ्या सोप्या दिसतात, परंतु त्या विकत घेणाऱ्या किंवा बनवणाऱ्या कोणालाही डोकेदुखीची जाणीव होते: डिलेमिनेशनच्या तक्रारी, असमान भिंतीची जाडी, गोंद गोंधळ, अस्पष्ट कडा, दुर्बिणी, खराब गोलाकारपणा आणि ब्लेड बदलांमुळे किंवा खराब पेपर फीडिंगमुळे सतत डाउनटाइम. या लेखात त्या समस्या कशामुळे उद्भवतात आणि कसे अपेपर ट्यूब मशीनस्केलवर स्थिर गुणवत्ता वितरीत करण्यासाठी कॉन्फिगर, ऑपरेट आणि देखरेख केली जाऊ शकते. तुम्हाला एक व्यावहारिक खरेदी चेकलिस्ट मिळेल, उत्पादन कार्यप्रवाह जे सामान्य दोषांना प्रतिबंधित करते, एक टेबल जे मशीन पर्यायांची तुलना करते, एक गुणवत्ता-नियंत्रण दिनचर्या ज्यावर ग्राहक विश्वास ठेवतात आणि एक समस्यानिवारण मार्गदर्शक ऑपरेटर मजल्यावर वापरू शकतात.
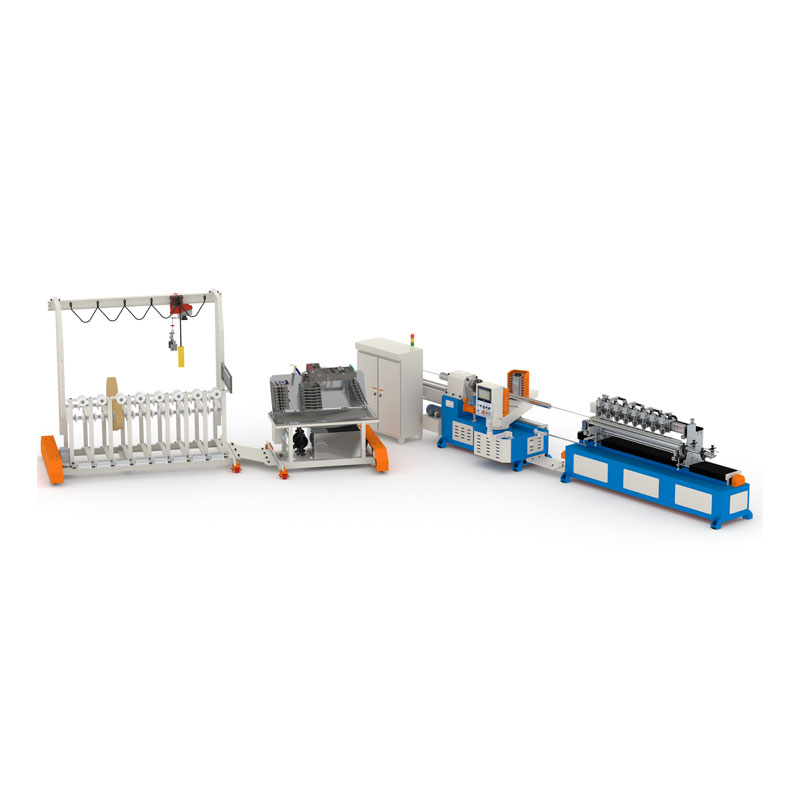
जेव्हा एखादा खरेदीदार म्हणतो की "तुमच्या नळ्या विसंगत आहेत," तेव्हा त्यांचा अर्थ सहसा या विशिष्ट समस्यांपैकी एक असतो. व्यवस्थित कॉन्फिगर केलेलेपेपर ट्यूब मशीनत्यांना स्त्रोत्यावर प्रतिबंधित करण्याची गरज आहे-खराब नलिका आधीच बनविल्यानंतर त्याची वर्गवारी करून नाही.
जर तुम्ही पॅकेजिंग, लेबल्स, फिल्म्स, कापड, पेपर मिल किंवा बांधकाम-संबंधित वापरासाठी नळ्या सोर्स करत असाल, तर तुमचे ग्राहक समान दोन गोष्टींची काळजी घेतात:पुनरावृत्तीक्षमताआणिस्वच्छ कडा. आपल्या प्रक्रियेतील प्रत्येक गोष्टीने त्या परिणामांचे रक्षण केले पाहिजे.
ट्यूब लाइन ही एक प्रणाली आहे. तुम्ही फक्त "मशीन स्पीड" वर लक्ष केंद्रित केल्यास, तुम्ही स्क्रॅपचे उत्पादन अधिक जलद कराल. तुम्ही चरण-दर-चरण मूल्यमापन करण्यासाठी कार्यप्रवाह येथे आहे:
जर तुमच्या सध्याच्या नळ्या "यादृच्छिकपणे" अयशस्वी झाल्या तर त्याचे कारण क्वचितच यादृच्छिक आहे. हे सामान्यतः तणाव, गोंद चिकटपणा किंवा मॅन्डरेल वेअरमध्ये वाढ होते जे ग्राहकांनी तक्रार करेपर्यंत कोणीही मोजले नाही.
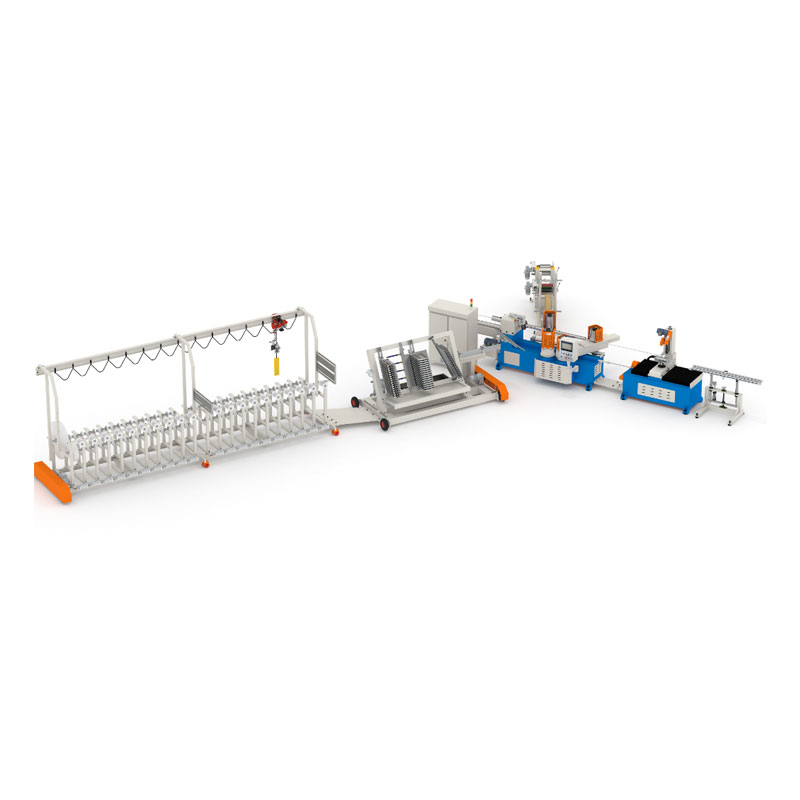
प्रत्येक ट्यूब ऍप्लिकेशनसाठी समान बांधकाम पद्धत आवश्यक नसते. उत्पादन आवश्यकतांशी मशीन शैली जुळण्यासाठी खालील सारणी वापरा.
| मशीन / प्रक्रिया प्रकार | साठी सर्वोत्तम | ताकद | वॉच आऊट्स |
|---|---|---|---|
| सर्पिल वळण | सामान्य पॅकेजिंग ट्यूब, टेक्सटाईल कोर, लेबल कोर, संरक्षक नळ्या | उच्च कार्यक्षमता, लवचिक आकार, तणाव नियंत्रित असताना स्थिर आउटपुट | डिलेमिनेशन आणि ओव्हॅलिटी टाळण्यासाठी चांगली तणाव/गोंद स्थिरता आवश्यक आहे |
| Convolute Winding | उच्च-सुस्पष्टता नळ्या, जाड भिंती, अधिक घट्ट सहनशीलता आवश्यक असलेले अनुप्रयोग | उत्कृष्ट गोलाकार क्षमता, मजबूत रचना, स्वच्छ थर लेआउट | उच्च सेटअप संवेदनशीलता; कागदाची रुंदी आणि संरेखन सुसंगत असणे आवश्यक आहे |
| मॅन्युअल / एंट्री-लेव्हल लाइन | लहान बॅचेस, नवीन ट्यूब उत्पादनांची चाचणी, मर्यादित बजेट | कमी आगाऊ खर्च, साधे प्रशिक्षण | आउटपुट ऑपरेटर कौशल्यावर मोठ्या प्रमाणात अवलंबून असते; सातत्य राखणे कठीण |
| अर्ध-स्वयंचलित रेषा | वाढत्या कारखान्यांना पूर्ण ऑटोमेशन खर्चाशिवाय स्थिर उत्पादन आवश्यक आहे | संतुलित उत्पादकता, मुख्य चरणांचे अधिक स्थिर नियंत्रण | सेटिंग ड्रिफ्ट टाळण्यासाठी अद्याप मानक कार्यपद्धती आवश्यक आहेत |
| हाय-ऑटोमेशन लाइन | मोठ्या ऑर्डर, कडक डिलिव्हरी विंडो, कडक QC असलेले ग्राहक | पुनरावृत्तीक्षमता, कमी श्रम अवलंबित्व, चांगले स्केलिंग | शिस्तबद्ध देखभाल आणि सुटे भागांचे नियोजन आवश्यक आहे |
"सर्वोत्तम" पर्याय हा आहे जो तुमची ट्यूब सहिष्णुता, व्यास श्रेणी, भिंतीची जाडी आणि ग्राहकांच्या अपेक्षांशी जुळतो — ब्रोशरवर सर्वात मोठा वेग असलेला पर्याय नाही.
तुम्ही खरेदीदाराचा पश्चाताप टाळू इच्छित असल्यास, कोट्सची तुलना करण्यापूर्वी तुमच्या आवश्यकता लॉक करा. येथे एक व्यावहारिक चेकलिस्ट आहे:
प्रो टीप: स्वतःला हा अस्वस्थ प्रश्न विचारा-"माझा सर्वोत्तम ऑपरेटर सोडल्यास काय होईल?"तुमची गुणवत्ता घसरल्यास, तुमच्याकडे अद्याप प्रक्रिया नाही; तुमच्याकडे एक व्यक्ती आहे. एक योग्यरित्या निर्दिष्टपेपर ट्यूब मशीनआणि दस्तऐवजीकरण सेटिंग्ज तो धोका कमी करतात.
विश्वास मिळवण्यासाठी तुम्हाला क्लिष्ट प्रयोगशाळेची आवश्यकता नाही. आपल्याला सुसंगतता आणि शोधण्यायोग्यता आवश्यक आहे. एक साधी दिनचर्या वापरा ज्याचे ऑपरेटर प्रत्यक्षात अनुसरण करू शकतात:
सर्वात शक्तिशाली सुधारणा म्हणजे ट्रॅकिंगभंगार कारणे. जर “फीडिंग जॅम” हा टॉप स्क्रॅप ड्रायव्हर असेल, तर वेगवान उपकरणे खरेदी करू नका—आधी फीडिंग स्थिरता आणि प्रशिक्षण निश्चित करा.
कारखाने अनेकदा वेगाचा पाठलाग करतात आणि नंतर भंगार, ओव्हरटाईम आणि संतप्त ग्राहकांकडून शिक्षा भोगली जाते. स्थिर आउटपुटसाठी डिझाइन करणे ही एक चांगली योजना आहे:
जेव्हा तुम्ही आउटपुटची योजना आखता, तेव्हा लपविलेले टाइम सिंक समाविष्ट करा: स्प्लिस हाताळणी, गोंद साफ करणे, ब्लेड बदल आणि आकार बदलणे. कमी थांबे असलेली थोडी हळूवार रेषा सतत लय मोडणाऱ्या वेगवान रेषेपेक्षा जास्त कामगिरी करू शकते.
बहुतेक ट्यूब-लाइन "गूढ समस्या" वेशातील देखभाल समस्या आहेत. कंटाळवाणा-परंतु फायदेशीर असलेल्या सवयींसह अपटाइम सुरक्षित करा:
एक अधोरेखित टीप: गोंद नियंत्रित सामग्रीप्रमाणे हाताळा, "जे काही उपलब्ध आहे" पुरवठा नाही. स्थिर स्निग्धता आणि स्वच्छ अनुप्रयोग अनेक महागड्या सुधारणांपेक्षा ट्यूब गुणवत्तेसाठी अधिक कार्य करतात.
A पेपर ट्यूब मशीनएक-वेळची खरेदी नाही. हे दीर्घकालीन उत्पादन संबंध आहे. तुम्ही निवडलेला पुरवठादार सेटिंग्ज समजावून सांगण्यास, दोषांचे निवारण करण्यास आणि आउटपुटचे मानकीकरण करण्यात मदत करण्यास सक्षम असावे—केवळ जहाज उपकरणेच नव्हे.
तुम्ही पुरवठादारांचे मूल्यांकन करत असल्यास, पहा:
ज्या संघांना अधिक संरचित दृष्टीकोन हवा आहे-विशेषत: क्षमता मोजताना-वेन्झो फीहुआ प्रिंटिंग मशिनरी कं, लि.अनेकदा पुरवठादार पर्याय म्हणून मूल्यमापन केले जाते कारण अनेक खरेदीदारांना केवळ उपकरणेच नव्हे तर व्यावहारिक मार्गदर्शन आणि स्थिर उत्पादन दिनचर्याही हवी असतात जी “हीरो ऑपरेटर” वरील अवलंबित्व कमी करतात.
तुमच्या सध्याच्या नळ्या विसंगत बाँडिंग, गोंधळलेल्या कडा किंवा डिलीवरीमध्ये व्यत्यय आणणाऱ्या डाउनटाइममुळे ग्रस्त असल्यास, निराकरण क्वचितच "जलद धावा" होते. खरा उपाय योग्य जुळत आहेपेपर ट्यूब मशीनतुमच्या ट्यूब चष्म्यांसाठी कॉन्फिगरेशन, नंतर बदलता बदलत असतानाही गुणवत्ता स्थिर ठेवणारी पुनरावृत्ती करण्यायोग्य प्रक्रिया तयार करा.
तुमची ट्यूब आकार श्रेणी, लक्ष्य सहिष्णुता आणि उत्पादन उद्दिष्टे यावर चर्चा करण्यास तयार आहात? पोहोचा आणिआमच्याशी संपर्क साधातुमच्या कारखान्यात बसणारे व्यावहारिक मशीन आणि प्रक्रिया योजना एक्सप्लोर करण्यासाठी—केवळ सामान्य अवतरण नाही.











